ポリ袋を特注で作ろうとしたときのロット [包装資材の旭ポリエチレン]
ポリ袋をオリジナルのサイズで作ろうとしたとき、たいていロットに悩まされます。
さてそのロットって何枚なんでしょうか。
当社の関連会社であるポリ袋メーカー・旭ポリエチレンでは、
最低5000mあればいいそうです。
5000mってどのくらい?
例、厚さ0.05mmx巾500mmx長さ700mmの袋の最低ロット枚数
ロット5000mを長さ700mmで割ると、ロット枚数が出ます。
5000m ÷ 700mm = 5000 ÷ 0.7 ≒ 7142
だいたい7100枚となります。
FGなどボードンの袋も、1ロット5000m-6000mの場合が多いです。
さらに版代が1色いくら、などあります。
版は金属の筒(シリンダー)に彫って作ります。
金属製なので、3-5年経つとサビなど劣化していきますので、
たびたび更新する必要があります。
オリジナルのサイズ、オリジナルの印刷はコストはかかりますが、
ブランド訴求力・付加価値をつけるのに手っ取り早い方法のひとつです。
ぜひお試しください。
いくらなんでも、それは入りません [包装資材の旭ポリエチレン]

ジャンボカボチャに、ひょうたんがいつの間にか付けられていました。

ところで、写真下の赤い物体は、ポケット袋入れ「マイバック」
販促物として開発されました。
色は赤、青、黄からチョイス。1色1ロット500セットから。
文字を入れる場合、版代はおよそ5000円。
箔押し式なので、力強い文字になります。
納期はおよそ2週間。
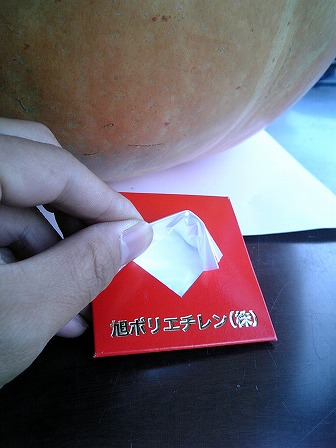

中にはハイデンポリエチレンの袋が5枚入っています。

大きさは11号。20cmx30cmです。

もちろん、ジャンボカボチャを入れることはできません。
高そうなレストランで食べ放題のパンが残ったときにコッソリ入れる用の袋として最適!
フレコンでの米検査にユニパック [包装資材の旭ポリエチレン]
新潟では稲刈りが始まりました。
玄米を紙袋に入れてJAの集荷場へ持っていったり
1tのフレコンバッグに入れて持っていったり。
フレコンの中の玄米を検査する際に、ユニパックに入れるといいです。
ユニパックとは?ジッパーのついたポリ袋です。

これで100gです。
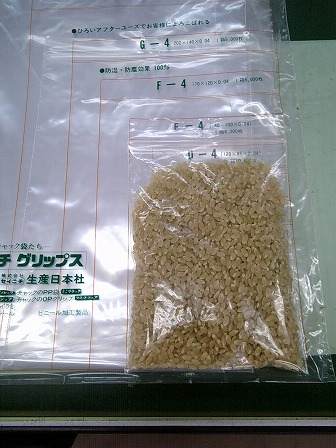
サイズはE-4です。D-4でもいけますが、袋の口が小さいため、米が入れにくい。
アスベスト回収袋(アスベスト袋) [包装資材の旭ポリエチレン]
建築廃材・アスベストを回収するには、指定の袋に入れないといけません。
当社で扱いがあります。

アスベスト袋 大 厚さ0.15mmx巾850mmx長さ1280mm 黄色
アスベストをこの黄色の袋に入れた後、さらに同じサイズの透明袋に入れます。

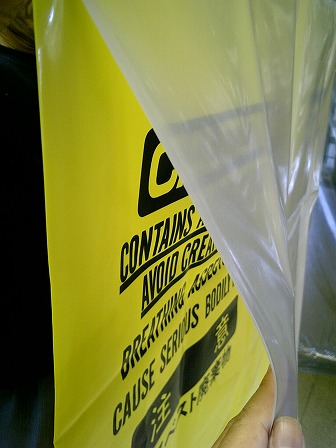
黄色、透明とも、50枚単位で承っております。
他のサイズ 黄色、透明あり
中 0.15x650x850 100枚単位
小 0.15x450x600 200枚単位
ポリ袋のつくりかた ハイデンポリエチレンの吹き上げ [包装資材の旭ポリエチレン]
一般的にポリ袋といえば、ローデンポリ(低密度ポリエチレン、LDPE)が原料です。
スーパーのレジ袋など、薄くてちょっと曇っているがそこそこ丈夫なものは
ハイデンポリ(高密度ポリエチレン、HDPE)が使われています。

ハイデンポリは中心にガイドをつけて吹き上げています。

いわゆる普通のポリ袋の厚さは0.03mm、
スーパーの袋の厚さは0.01mm程度です。
写真では、袋ではなくシート状のものを作っています。
ロールの横に包丁のようなカッターがついており、
そのカッターでチューブの片側を裂いていきます。

ローデンポリエチレンに比べると、吹き上げ・巻取り速度はかなり速いです。
ポリ袋のつくりかた 製袋(せいたい) [包装資材の旭ポリエチレン]
チューブ状で巻いてあるポリエチレンを機械に流します。

熱でシールをし、袋の底を作ります。

カッターで切ります。袋の口ができます。


できあがり。
米袋や肥料の袋を製造する際には、製袋の前に印刷という工程があります。
ポリ袋のつくりかた 印刷 [包装資材の旭ポリエチレン]
チューブ状のポリエチレンフィルムのロールを印刷機にかけます。


新潟の米文化を米袋の印刷という側面から支えてきた、年季の入った印刷機です。
8色まで印刷可能です。

今回は2色印刷。まず白を塗ります。

緑色を塗ります。

フィルムの上下を反転させ、巻き上げると印刷面が外側になるようにします。

巻き取ります。
この巻き取り機は結構いい機械です。

巻き取ると耳がキレイにそろいます。
印刷が終わると製袋(せいたい)になります。
ポリ袋のつくりかた インフレーション補足説明 [包装資材の旭ポリエチレン]
ポリ袋の原料が熱せられて、下から上へ膨らんで上がっていく様子を
補足説明します。
原料がダイスからモチのように膨れてきます。


先端をつまんで、上へ引っ張り伸ばします。
軍手を2重にしなければいけない熱さです。
ダイス周りは冬でも温度が30度あります。
夏は40度以上。工場内もエアコンを点けたところで35度を下回りません。
逆に冬は暖房設備がいらないくらい心地よい暖かさです。

原料がどんどん下から押し上げられます。

手早く引っ張り、梯子を上って機械の頂上・折り返しまで持っていきます。

折り返したところ。

折り返して降りてきた原料を、巻き取り機へリレーします。

巻き取り機で巻きます。
この状態ではフィルムの厚さ・幅が不安定なので、
様々な調整を加えて、規格や依頼の大きさに加工していきます。
幅を設定する機械(オリコン=折幅コントローラー)を設置してある台もありますが、
この台では職人の経験とカンにより微調整を行い、
幅や厚さを調整します。
温度により変化しやすいデリケートな原料なので、機械の温度や調子、
工場内の温度などを考慮し職人芸で規格の大きさになるのです。
このほうが仕上がりが美しいそうです。
この域に達するまでには最低2年、免許皆伝にはさらに5年から10年。
実は結構アナログです。
ポリ袋のつくりかた インフレーション [包装資材の旭ポリエチレン]
ポリ袋を作る工場に来ています。
原料はこれです。


まず大きな容器に入れます。

吸い込みます。

この中で原料は温められます。
モチのような、やわらかい白い塊状になっているようです。

このへんで空気と混ざっています。

ダイスという機械から空気と一緒に押しあがります。ワタアメの機械と同じ感じ。
この作業や装置を「吹き上げ」や「インフレーション」と呼びます。

上から見たところ。
この機械は20年以上前のものですが、今でも現役です。
また工場は設備投資もよく行っており、最新式のインフレ装置もあります。
仕組みは基本的には今回の工場見学on the webと同じ手順です。

チューブ状のシートがどんどん上へ伸びていきます。
上ではローラーで下へ折り返されます。

袋に印刷する場合は、ここで200Vの電圧をかけ、微細な凹凸をつけます。
この凹凸にインクが入り、印刷がはげなくなるという仕組みです。

チューブが巻き取られていきます。
次は「製袋」という作業になります。(「印刷」の場合もあります。)
チューブに熱を加えて袋の底を作ったりします。
旭ポリエチレンでは主に吹き上げを行っています。



